
假设抓好“两大关键”,金山化工“2·3”爆燃事故还会发生吗?
日期:2019-07-16
2018年2月3日上午10时51分左右,位于山东省临沂市临沭县经济开发区化工园区的临沂市金山化工有限公司(以下简称金山化工公司)苯甲醛生产车间发生较大爆燃事故,造成5人死亡,5人受伤,直接经济损失1770余万元。
一、事故经过
2018年2月3日7时50分,金山化工公司氯甲基三甲基硅烷(C-43)生产装置王绪峰生产班组接班后,王绪峰、周更新、王学平在一楼备水用于稀释盐酸,马继新在二楼氯化反应釜进行操作。10时51分,该生产装置东侧氯化釜上方三楼回流冷凝器气相管道附近有大量白色烟雾逸出,紧接着厂房东南侧尾气吸收系统附近也有白色烟雾逸出,白色烟雾快速蔓延至厂房上部及两侧。10时51分19秒,生产厂房一层空间及部分设备、尾气吸收系统和二层分离釜、巡检室等发生爆炸,并引起部分厂房燃烧,造成周更新、马继新死亡,王绪峰、王学平受伤。该次爆炸造成附近公司喜乐化工公司杜朋林、谢栓柱、张宗礼死亡,黄贤高、张庆奎、王统强受伤。
二、事故分析
直接原因
金山化工公司氯甲基三甲基硅烷(C-43)生产装置的四甲基硅烷(TMS)与氯气发生放热反应过程中,未及时冷却降温,导致反应失控,造成釜内大量液相四甲基硅烷(TMS)迅速气化,压力急剧升高,四甲基硅烷等物料喷出,与空气混合形成爆炸性混合气体,遇点火源发生爆燃,并引发连环爆炸。
从事故调查报告的的直接原因我们提出几个问题:
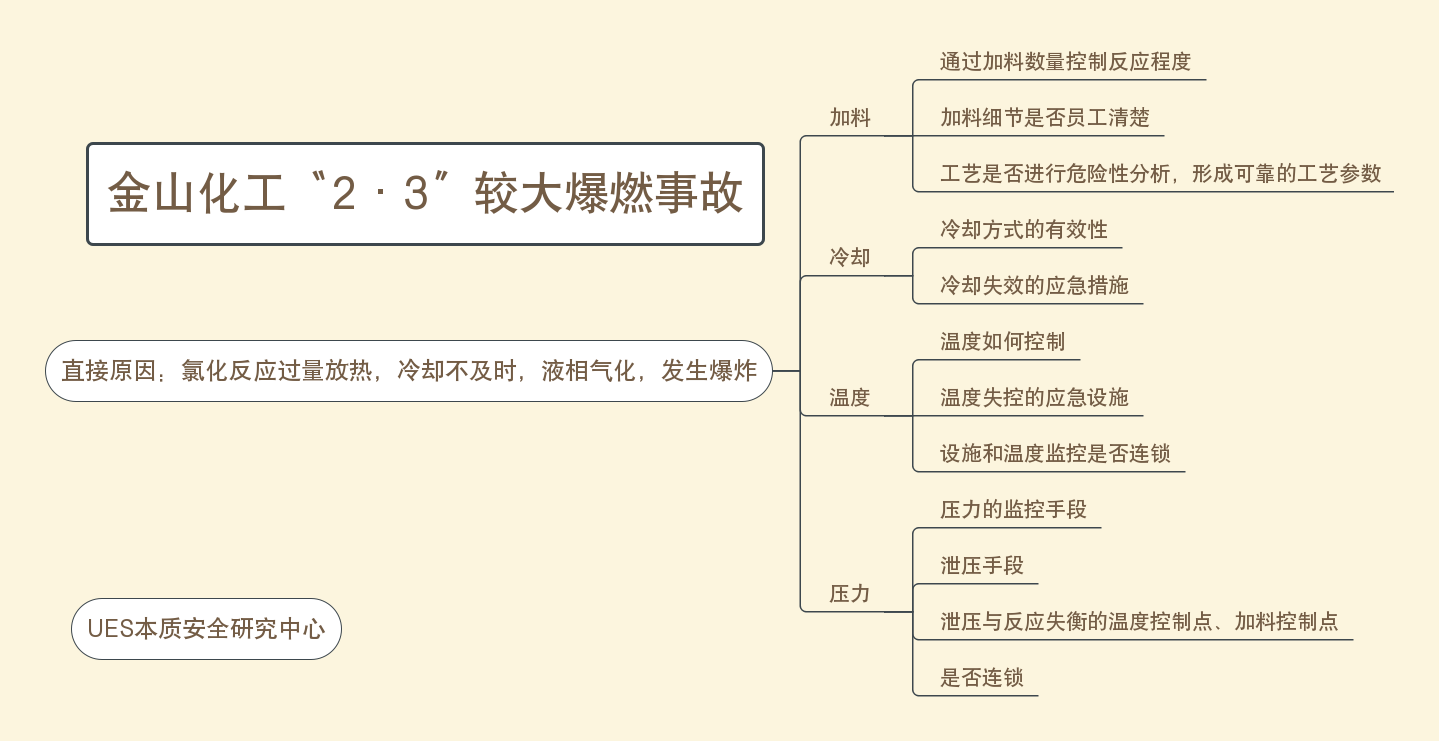
加料环节。一次加料量是多少?加料的方式是自动加料还是人工控制?此次爆炸时加料量是否正常?这些都是工艺环节,应该有严格的控制,此次过量放热,是否是有加料过量导致。氯化反应是放热反应,有时可达500摄氏度,甚至更高,容易液相气化爆炸,企业是否考虑过用减少加料进行控制?
冷却环节。既然氯化放热反应,所以冷却设施成了关键因素。那么我们的冷却设施是否可靠,什么情况下冷却不及时?冷却不及时会发生什么情况?我们还有哪些冷却手段?
温控环节。温度控制是关键性因素,那么有没有温度控制手段?温度控制不住有什么应急措施?应急措施是否与温度控制手段连锁?
压力控制。温度控制不住导致液相气化,从而导致压力上升,那么压力控制手段是什么?泄压措施是否足够,泄压的过程与液化的速度在什么温度时候变成失衡,造成灾难?
四个环节方面的问题,实际上可以通过两个管理环节进行改善,一是危险性分析,二是设施自动化控制。
一是危险性分析是基于工艺的危险性分析,氯化反应是原国家安监总局2009年规定的第一批国家重点监管15种中的第三种,这种工艺火灾爆炸性极大,企业应该开展危险性分析,通过不同加料量的具体细节来控制反应,通过冷却措施和效果,来控制温度,通过温度和压力两个指标来控制设备的安全附件和应急措施,实现控制反应和安全设施两个环节实现安全。将加料细节和冷却细节,做成严格的红线,在关键操作位置,张贴,提示作为企业安全管理的底线,方式是多样的,可以做成核心技术卡片,员工随身携带;可以做成牌子进行公示;还可以直接实现系统化集成,实现SIS自动化控制。
二是设施的自动化控制,2009年原国家安监总局明令要求2012年完成自动化控制系统改造,其中对重点化工工艺的工艺参数、安全控制的基本要求和宜采用的控制方式进行了明确规定。对于危险性较大,我们必须有一个共识:技术手段更有效。能采用技术手段解决的安全问题,一定要采用技术手段解决,这应该成为我们安全生产工作者不懈的追求和基本理念。从最后发生事故来看,金山化工还没有改造完成。
这两个管理手段,我在UES本质安全项目里面称为“让风险说话”“设施防护线”,抓好风险管理,实现风险控制,抓好设备设施的安全防护,实现技术支撑安全,才可以减少事故,假如金山化工能够抓住两个关键环节,金山化工“2·3”爆燃事故就不会发生,员工不会伤亡,企业不会有这么大的损失。
